Basic Info.
Model NO.
JCO
HS Code
8462299000
Production Capacity
20sets/Year
Product Description
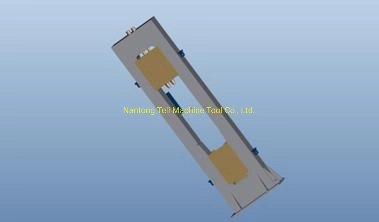
(JCO Machine)
Making pipes from 203mm-1420mm inside diameter
Max thickness can be 60mm X60 and X70 material
Max width can be 12500mm

Machine accuracy
2)Press angle 0.5'/m
Electric hydraulic proportional servo system of the machine is a kind of position control system, it can through the grating dynamic detection of the slider of the synchronization error, by synchronous error of the hydraulic system of proportional valve to correct the slider so that the slider under the complete load deflection always work and maintained in parallel.
2.Rigidity analysis of main parts
2..1:Up beam
The finite element analysis of the stress distribution of the 4-cylinder under the load of 4600 tons:
2.2Finite element analysis of output point state displacement (deflection) of 4 cylinder under full load of 4600 tons::
In fact, the upper beam and the sliding block are carried together, so the whole stress distribution and displacement distribution are better than that of the above states. The load displacement of the upper beam is adjusted through the displacement compensation of the 4 oil cylinders.
2.3Down beam(Working table)
Finite element analysis of stress distribution of uniformly distributed state under 4600 tons full load:
2.4Finite element analysis of state displacement (deflection) under full load of 4600 tons load
The load deflection of the down beam is adjusted by the deflection compensation mechanism..
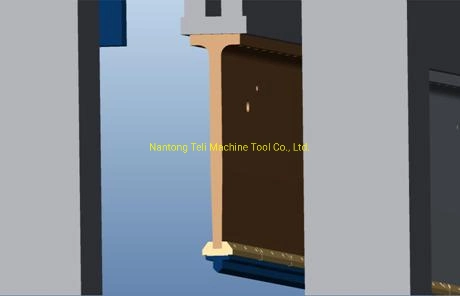
B.Up beam and cylinders sets

C.Down beam with working table

1.1,Equipment for all steel welded structure using screw connection, the elimination of internal stress, with high strength, good rigidity, and easy to remove and transport.
1.2,Equipment weld undercut, blowhole, crack welding defects, outer surface of the weld grinding smooth, no spatter, overall equipment plane smooth and bright without convex and concave, plate or panel joints neat, flat without obvious gap.
1.3,Equipment for the hydraulic transmission, the 4 sets of cylinders (Y1, Y2, Y3, Y4 axis)
Can work synchronously, and the working table is kept in parallel with the sliding block. Both ends of the machine tool is equipped with four grating, used for detection of slider and the distance, the grating ruler is connected with the work table and column deformation does not affect the positioning accuracy and position data of immediate feedback to the CNC system, it can calculate output servo valve control signal.
1.4,The slide block and the hydraulic cylinder are connected with the advanced connection mode, the sliding block leading to the system uses the advanced guiding system, causes the slide block to run more smoothly, is more reasonable.
1.5,Equipment operation is stable, flexible control, no jam, no oil spills and abnormal noise.
1.6,The main guide parts of the equipment are all arranged in the wear resistant material can be made of self lubrication guide plate, can prevent the wear and tear caused by dry friction, protect the main parts are not directly involved in the wear and tear. Inspection according to the requirements of the specification, if found to have serious wear, can be replaced, reduced maintenance costs.
1.7,The working table adopts the oblique wedge type deflection compensation device (V axis), which can be used to carry out the total compensation of the deflection and deformation of the sliding block and the working table in the length direction of the working platform;
2,Hydraulic system
The hydraulic system of this machine is composed of motor oil pump group, hydraulic proportional synchronous control system, oil filter, hydraulic line and all kinds of hydraulic accessories. Each hydraulic element is arranged at the top of the oil cylinder and the oil tank. A receiving oil cylinder structure, easy to waste oil back to the tank. N32 ~ N46 hydraulic oil for hydraulic oil.
2.1,Motor pump group for the hydraulic system to provide active force, pressure control unit the primary hydraulic system pressure control, four pieces of synchronous closed-loop control unit on the slide of synchronization for precise control, liquid filling valve for cylinder down the rapid provide large flow hydraulic oil.
2.2,Oil filter for the hydraulic system in the implementation of filtering, to ensure the cleanliness of hydraulic oil; air filter on the inside of the tank to filter the air.
3,Electrical system
The machine electric system consists of power distribution box, numerical control system, oil pump motor, feed motor, mobile station, deflection compensation mechanism to adjust motor, sensor, limit switch and so on.
3.1,The numerical control system adopts S550NPC multi cylinder synchronous control system

 4.1,Machine tool with home-made shaped groove die a, the mold insert plate, symmetrical composition 140, 160 - - - - - 500, a file in each of the 20 mm opening or designed according to the requirements of the workpiece.
4.1,Machine tool with home-made shaped groove die a, the mold insert plate, symmetrical composition 140, 160 - - - - - 500, a file in each of the 20 mm opening or designed according to the requirements of the workpiece.
4.2,The machine with homemade mould plate (shank) set, for the different die can be different workpiece.
4.3,Machine tool factory with a up mold, as the standard for plate bending angle, right angle or arc;;
2,Special tool list

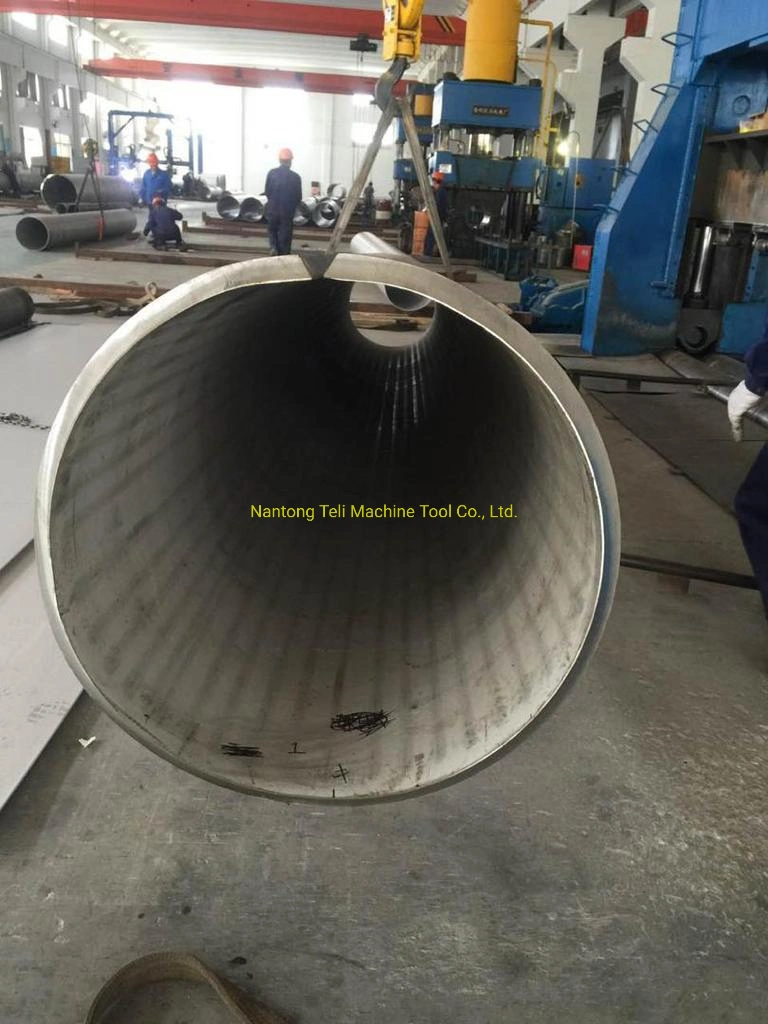

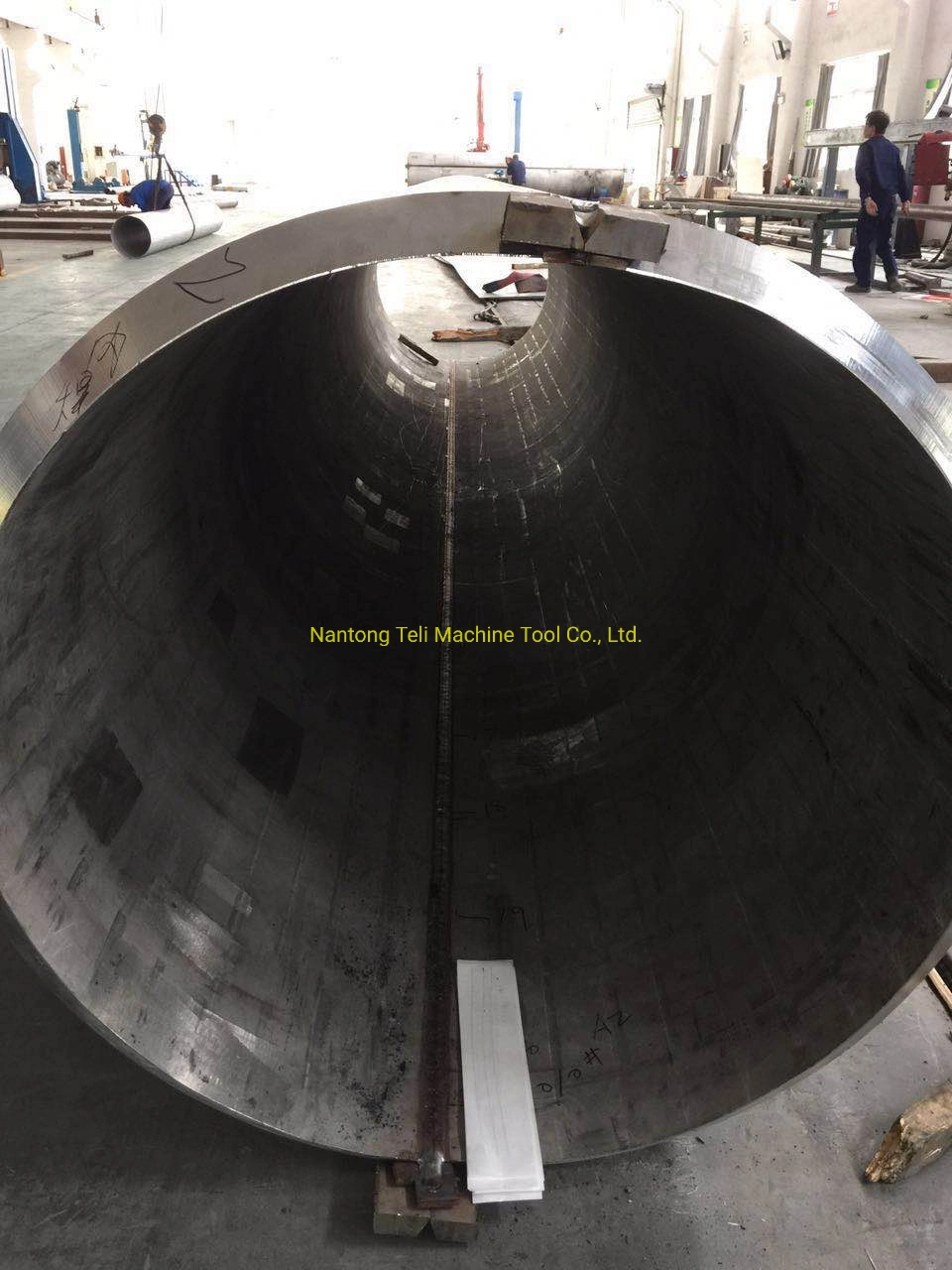


Making pipes from 203mm-1420mm inside diameter
Max thickness can be 60mm X60 and X70 material
Max width can be 12500mm

Machine accuracy
- Machine positioning accuracy: ±0.03mm
- Machine repeat positioning accuracy ±0.03mm
- Front and back positioning accuracy ≤0.1mm ;
- Working accuracy
2)Press angle 0.5'/m
3,The main machine body
1.Anti deflection capacityElectric hydraulic proportional servo system of the machine is a kind of position control system, it can through the grating dynamic detection of the slider of the synchronization error, by synchronous error of the hydraulic system of proportional valve to correct the slider so that the slider under the complete load deflection always work and maintained in parallel.
2.Rigidity analysis of main parts
2..1:Up beam
The finite element analysis of the stress distribution of the 4-cylinder under the load of 4600 tons:
2.2Finite element analysis of output point state displacement (deflection) of 4 cylinder under full load of 4600 tons::
In fact, the upper beam and the sliding block are carried together, so the whole stress distribution and displacement distribution are better than that of the above states. The load displacement of the upper beam is adjusted through the displacement compensation of the 4 oil cylinders.
2.3Down beam(Working table)
Finite element analysis of stress distribution of uniformly distributed state under 4600 tons full load:
2.4Finite element analysis of state displacement (deflection) under full load of 4600 tons load
The load deflection of the down beam is adjusted by the deflection compensation mechanism..
4,Main structure of machine tool
1,Main machine- The main machine is composed of column, working table, deflection compensation device, slide block, hydraulic cylinder, oil tank and beam.
- Column

B.Up beam and cylinders sets

C.Down beam with working table

1.1,Equipment for all steel welded structure using screw connection, the elimination of internal stress, with high strength, good rigidity, and easy to remove and transport.
1.2,Equipment weld undercut, blowhole, crack welding defects, outer surface of the weld grinding smooth, no spatter, overall equipment plane smooth and bright without convex and concave, plate or panel joints neat, flat without obvious gap.
1.3,Equipment for the hydraulic transmission, the 4 sets of cylinders (Y1, Y2, Y3, Y4 axis)
Can work synchronously, and the working table is kept in parallel with the sliding block. Both ends of the machine tool is equipped with four grating, used for detection of slider and the distance, the grating ruler is connected with the work table and column deformation does not affect the positioning accuracy and position data of immediate feedback to the CNC system, it can calculate output servo valve control signal.
1.4,The slide block and the hydraulic cylinder are connected with the advanced connection mode, the sliding block leading to the system uses the advanced guiding system, causes the slide block to run more smoothly, is more reasonable.
1.5,Equipment operation is stable, flexible control, no jam, no oil spills and abnormal noise.
1.6,The main guide parts of the equipment are all arranged in the wear resistant material can be made of self lubrication guide plate, can prevent the wear and tear caused by dry friction, protect the main parts are not directly involved in the wear and tear. Inspection according to the requirements of the specification, if found to have serious wear, can be replaced, reduced maintenance costs.
1.7,The working table adopts the oblique wedge type deflection compensation device (V axis), which can be used to carry out the total compensation of the deflection and deformation of the sliding block and the working table in the length direction of the working platform;
2,Hydraulic system
The hydraulic system of this machine is composed of motor oil pump group, hydraulic proportional synchronous control system, oil filter, hydraulic line and all kinds of hydraulic accessories. Each hydraulic element is arranged at the top of the oil cylinder and the oil tank. A receiving oil cylinder structure, easy to waste oil back to the tank. N32 ~ N46 hydraulic oil for hydraulic oil.
2.1,Motor pump group for the hydraulic system to provide active force, pressure control unit the primary hydraulic system pressure control, four pieces of synchronous closed-loop control unit on the slide of synchronization for precise control, liquid filling valve for cylinder down the rapid provide large flow hydraulic oil.
2.2,Oil filter for the hydraulic system in the implementation of filtering, to ensure the cleanliness of hydraulic oil; air filter on the inside of the tank to filter the air.
3,Electrical system
The machine electric system consists of power distribution box, numerical control system, oil pump motor, feed motor, mobile station, deflection compensation mechanism to adjust motor, sensor, limit switch and so on.
3.1,The numerical control system adopts S550NPC multi cylinder synchronous control system
- Mould


4.2,The machine with homemade mould plate (shank) set, for the different die can be different workpiece.
4.3,Machine tool factory with a up mold, as the standard for plate bending angle, right angle or arc;;
5,The main outsourcing list
| ITEM | Name | Manufacture | |
| | Electro hydraulic proportional control unit | Italy ATOS | |
| | Pressure control unit (full set) | Italy ATOS | |
| | NC system | Italy ESA S550NPC | |
| | Grating ruler | Italy GV | |
| | Electrical components | Siemens | |
| | Main motor | Siemens | |
| | Internal gear pump | The United States Haiteke | |
| | Oil filter | Leemin hydraulic China | |
| | Liquid level gauge | Leemin hydraulic China | |
| | Filter | Leemin hydraulic China | |
| | Liquid level control relay | Leemin hydraulic China | |
| | Seals | PARKER | |
| | Guide ring | PARKER | |
| | Dust ring | PARKER | |
| | Gear box | Shanghai top benefit transmission |
6,List of spare parts and special tools
1,Random spare parts| Item | Name and specification | Unit | Amount |
| | O seal | set | 1 |
| | Combination washer | set | 1 |
| Items | Name | Unit | Amount |
| 1 | Six angle wrench | oiece | 1 |
| 2 | Adjustable wrench | piece | 1 |
| 3 | Oil gun | piece | 1 |
| 4 | Pressure measuring device | piece | 1 |
| 5 | Anchor bolt | set | 1 |
| 6 | Adjusting pad iron | set | 1 |





